Միջին և հաստ թիթեղները լայնորեն օգտագործվում են տարբեր ոլորտներում որպես սթրեսային մասեր, ինչպիսիք են բուլդոզերները, էքսկավատորները, բեռնիչները, երկաթուղային մարդատար վագոնները և այլ շինարարական մեքենաներ և լոկոմոտիվներ: Միջին և ծանր թիթեղները սովորաբար վերաբերում են 4,5-ից 25 մմ հաստությամբ մետաղական թիթեղներին: Միջին և ծանր թիթեղների ձևավորման մեթոդները հիմնականում ներառում են՝ սեղմակային արգելակային ճկման ձևավորում, պտտվող մեքենայի ձևավորում և մամլիչ լարման ձևավորում: Ծալումը (ծալումը) լայնորեն օգտագործվող և առատ արտադրանքի գծի ձևավորման մեթոդ է միջին և հաստ թիթեղների համար:
Թիթեղների ճկման դժվարություններն են երկար աշխատանքային կտորները, բարձր ճնշումը, դժվար ձևավորումը, ցածր արդյունավետությունը և դժվար է վերահսկել ճշգրտությունը: Կռման վերջնական արդյունքը նյութի պարամետրերի, գործընթացի պարամետրերի և կաղապարի պարամետրերի համապարփակ արտացոլումն է: Այս պարամետրերի ողջամիտ ձևավորումը միջին և հաստ թիթեղների ճկման արդյունավետության բարելավման բանալին է:

Մամլիչ արգելակի տոննաժը (ճնշման արգելակի ճկման մեքենա)
Միջին և հաստ թիթեղների ճկման առաջին խնդիրը մամլիչ արգելակային ճկման մեքենայի տոննաժի ընտրությունն է և արդյոք հարմարանքի և կաղապարի կրող հզորությունը համապատասխանում է պահանջներին:
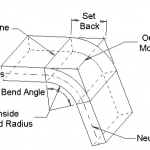
F ուժը կիրառվում է սեղմիչ արգելակային ճկման մեքենայի կողմից՝ վերին և ստորին կաղապարների միջև փոխադարձ շարժումը մղելու համար՝ դրանով իսկ թեքելով թիթեղը: 90° ածխածնային պողպատե թիթեղների ճկման համար WILA-ն տալիս է թիթեղների լարվածության ծանրաբեռնվածության էմպիրիկ արժեքը, ինչպես ցույց է տրված Աղյուսակ 1-ում: Երբ ածխածնային պողպատի հաստությունը 20 մմ է, կարելի է ընտրել V=160 մմ ներքևի թաղանթը: Այս պահին ճկման մեքենայի ուժային բեռը 150 տ/մ է։
F=ուժ մեկ միավորի երկարության համար (t/m);
S= նյութի հաստությունը (մմ);
ri= ներքին անկյունի ճկման շառավիղը (մմ);
V= ստորին ձողի բացման չափը (մմ);
B= եզրի ամենակարճ եզրը (մմ) );
ալյումին` F×50%;
ալյումինե խառնուրդ՝ F×100%;
չժանգոտվող պողպատ՝ F×150%;
դրոշմում և ծռում՝ F× (3~5)

Ծանր հիդրավլիկ սեղմիչ
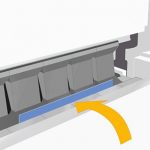
WILA-ի ծանրաբեռնված վերին հիդրավլիկ սեղմակների կրող մեթոդները ներառում են վերին և ուսի բեռը, իսկ առավելագույն ծանրաբեռնվածությունը համապատասխանաբար 250տ/մ և 800տ/մ է: Սարքի ուժ կրող մակերեսը ընդունում է CNC խորը մարման կարծրացման տեխնոլոգիա: Ռոքվելի կարծրությունը 56~60HRC է, իսկ կարծրացման խորությունը՝ մինչև 4 մմ, որն ունի բարձր կարծրություն և ուժեղ մաշվածության դիմադրություն: Հիդրավլիկ սեղմիչը օգտագործում է հիդրավլիկ արագ սեղմում, իսկ հիդրավլիկ գուլպանի ընդլայնումը մղում է սեղմիչի շարժումը այնպես, որ կաղապարն ավտոմատ կերպով նստում է, իսկ ճկման գիծը ավտոմատ կերպով կենտրոնանում է: 6 մետր ընդհանուր երկարությամբ ճկվող կաղապարի համար ընդամենը մոտ 5 վայրկյան է պահանջվում, որպեսզի հիդրավլիկ կռվանն ամբողջությամբ ամրացվի, և համապարփակ օգտագործման արդյունավետությունը 3-6 անգամ ավելի բարձր է, քան սովորական ձեռքով սեղմման համակարգի արդյունավետությունը:

Ծանր տեխնիկայի փոխհատուցման աշխատասեղան
Միջին և հաստ թիթեղների ճկման համար WILA-ի ծանր մեխանիկական փոխհատուցման աղյուսակի նոր մակարդակի տարբերակը կարող է ոչ միայն հեշտությամբ բավարարել բեռի պահանջները, այլև փոխհատուցել ճկման մեքենայի շեղումն ու դեֆորմացիան: Մեխանիկական փոխհատուցման աշխատասեղանն ընդունում է հիդրավլիկ կռվան, մակերեսի ճշգրտությունը կարող է հասնել ± 0,01 մմ, քարհորի կարծրությունը 56 ~ 60 HRC է, և կարծրացման խորությունը մինչև 4 մմ է: Մեխանիկական փոխհատուցման աշխատասեղանն ընդունում է WILA-ի ունիվերսալ UPB տեղադրման միջերեսը, որը հեշտ է տեղադրվում և ունի ավելի բարձր ճշգրտություն: Այն նաև ունի իր սեփական Tx և Ty ուղղությունների ճշգրտումները, որոնք կարող են ապահովել, որ աշխատասեղանն ու հետնամասը զուգահեռ մնան առջևի և հետևի ուղղություններով, և կարող են կատարել տեղական անկյունային շեղման ուղղում:

Ծանր ճկման մածուկ/գործիքավորում
Թիթեղի հաստության պատճառով ավելի մեծ բացվածքով (V24~V300) ստորին կաղապարը և ավելի մեծ կրող հզորությամբ կաղապարը հիմնականում ընտրվում են միջին և հաստ թիթեղների ճկման համար: Կաղապարի ընդհանուր չափերը ընդհանուր առմամբ մեծ են, և կաղապարի քաշը գերազանցել է օպերատորի նորմալ բեռնաթափման հզորությունը: Գլանային առանցքակալների օգնությամբ WILA-ի արտոնագրված տեխնոլոգիան՝ E2M (Հեշտ շարժվող) օպերատորներին թույլ է տալիս հարմարավետ, անվտանգ և արագ տեղափոխել ծանր կռացող կաղապարները՝ զգալիորեն խնայելով կաղապարի փոխարինման և մեքենայի ճշգրտման ժամանակը:
Կարող են տրամադրվել դանակների տարբեր ձևերով և կաղապարի ստորին բացվածքներ, որոնք բավարարում են հաճախորդի կարիքները, օրինակ՝ ուղիղ դանակներ, սագի պարանոցով թրթուրներ, ֆիլեի կաղապարներ և բազմաֆունկցիոնալ կաղապարներ: Հիմնական մասերի ճշգրիտ մանրացման միջոցով կաղապարի չափային ճշգրտությունը հասնում է ±0,01 մմ-ի: CNC խորը մարման և կարծրացման տեխնոլոգիայի մշակման միջոցով կաղապարի կարծրությունը կարող է հասնել 56~60HRC, իսկ կարծրացած շերտի խորությունը կարող է հասնել 4 մմ:

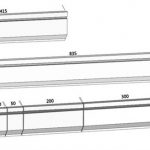
Տարբեր հաստություններով միջին և հաստ թիթեղների ճկման համար WILA-ն տրամադրում է նաև Multi-V կաղապարներ, որոնք հասանելի են երկու ձևով՝ ավտոմատ կարգավորվող V պորտ և ձեռքով կարգավորվող V պորտ, ինչպես ցույց է տրված Նկար 6-ում: Թվային կառավարման շարժիչի կամ ճշգրտման բլոկը, ստորին կաղապարի V բացման չափը կարող է կամայականորեն կարգավորվել ըստ ափսեի բնութագրերի, ինչը հատկապես հարմար է միջին և հաստ թիթեղները թեքելու համար բարձր ետադարձով և բարձր ուժով: Միևնույն ժամանակ, Multi-V կաղապարը գալիս է ցածր շփման գործակցով կարծրացած գլանափաթեթներով, որոնք կարող են մեծապես նվազեցնել ճկվող մասերի արտաքին ծալքերը և միևնույն ժամանակ այն կարող է նվազեցնել կռումը 10%-30% համեմատ ավանդական ստորին կաղապարը:

Առնչվող ապրանքներ
 Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը
Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը- Օգտագործեք CNC ճկման մեքենայի հմտությունները
- CNC Press Brake ճկման մեքենայի աշխատանքային սկզբունքը և կազմը
- Ինչպես ընտրել մամլիչ արգելակային ճկման մեքենայի համար հարմար դիզել
- Կռվող մեքենայի կաղապարի սովորական ճկման հաջորդականությունը և ամենօրյա օգտագործման ճշգրտումը
- Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային
- Ինչպես հաշվարկել ճկման նպաստը ձեր սեղմման արգելակի համար
- China Press Brake ճկման մեքենայի կաղապար
- Ինչի՞ց են պատրաստված Press Brake Dies-ը: Ի՞նչ է սեղմման արգելակային գործիքավորումը:
- Press Brake Machine-ի առավելություններն ու թերությունները