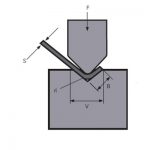
Մամլիչ արգելակային դակիչը բաժանված է վերին և ստորին կաղապարների, որոնք օգտագործվում են թիթեղների դրոշմման ձևավորման և կաղապարների բաժանման համար: Ձևավորման համար նախատեսված կաղապարն ունի խոռոչ, իսկ տարանջատմանը՝ կտրող եզր։ Մամլիչ արգելակային մեքենայի դակիչը/մահիկը մեծ ազդեցություն ունի աշխատանքային մասի ճշգրտության վրա: Ճկման գործընթացում կաղապարն այն ամենն է, ինչ շփվում է աշխատանքային մասի հետ:
Կռացող մեքենայի/սեղմիչ արգելակման մամլիչները L-աձև են, R-աձև, U-աձև, Z-աձև և այլն: Վերին թաղանթը հիմնականում 90 աստիճան է, 88 աստիճան, 45 աստիճան, 30 աստիճան, 20 աստիճան 15 աստիճան և այլն անկյուն: Ներքևի կաղապարն ունի 4~18V կրկնակի ակոս և մեկ ակոս տարբեր ակոսների լայնություններով, ինչպես նաև R ստորին կաղապար, սուր անկյան ստորին կաղապար, հարթեցնող կաղապար և այլն։

Գերբարձր ճշգրտություն
Շատ կարևոր է, որ կաղապարի ճշգրտությունը մեծապես ազդի աշխատանքային մասի ճշգրտության վրա ճկման գործընթացում: Օգտագործելուց առաջ կաղապարի մաշվածությունը պետք է ստուգվի: Ստուգման մեթոդը չափում է երկարությունը վերին կաղապարի առջևի ծայրից մինչև ուսին և երկարությունը ստորին կաղապարի ուսի միջև: Սովորական կաղապարների համար մեկ մետրի շեղումը պետք է լինի մոտ ±0,0083 մմ, իսկ ընդհանուր երկարության շեղումը չպետք է լինի ±0,127 մմ-ից ավելի: Ինչ վերաբերում է ճշգրիտ հղկման կաղապարին, ապա մեկ մետրի ճշգրտությունը պետք է լինի ±0,0033 մմ, իսկ ընդհանուր ճշգրտությունը չպետք է լինի ±0,0508 մմ-ից ավելի: Ընդհանուր առմամբ խորհուրդ է տրվում օգտագործել նուրբ հղկման կաղապարներ էլեկտրա-հիդրավլիկ ճկման մեքենաների կամ ոլորող լիսեռի ճկման մեքենաների համար, իսկ սովորական կաղապարներ՝ ձեռքով ճկման մեքենաների համար:
CNC մամլիչ արգելակային մեքենայի գործիքի հատվածը հետևյալն է.

Ավտոմատ ֆիքսված տեղադրում
Վերին ձողը տեղադրվում է, երբ սահիկը բարձրանում է դեպի վերին մեռյալ կետ, և կաղապարի սեղմման համակարգը կարող է մի քանի կաղապարներ պահել տեղում, մինչև սեղմող ճնշումը կիրառվի:
Հիդրավլիկ կռվան համակարգ
Հիդրավլիկ կռվան համակարգը սեղմման ամենաարդյունավետ մեթոդն է: Ինչպես նոր, այնպես էլ հին մեքենաները կարող են օգտագործել այս կռվան համակարգը՝ խնայելով ժամանակն ու ծախսերը: Եթե հին ճկման մեքենայի կրող մակերեսը վնասված է, ապա հիդրավլիկ սեղմիչ համակարգը կլինի լավագույն ընտրությունը վնասը վերացնելու համար, միաժամանակ բարելավելով սեղմման և տեղադրման արդյունավետությունը:

Ավտոմատ սեղմել տեղը
Երբ սեղմիչ ճնշում է գործադրվում, վերին ձողը քաշվում է վերև և ավտոմատ կերպով սեղմվում տեղում: Սա վերացնում է ճկման գործընթացում վերին կաղապարը կաղապարի հատակին սեղմելու անհրաժեշտությունը:
Դակիչի/դիվի ընտրությունը
Նախ, որոշեք թեքվող թերթիկի հաստությունը: Օրինակ, դուք ցանկանում եք թեքել 0,75 մմ-ից մինչև 6,30 մմ հաստությամբ թիթեղները: Այնուհետև ամենաբարակ թերթիկի հաստությունը բազմապատկեք 8-ով, որպեսզի գնահատեք նվազագույն պահանջվող V-die չափը: Այս օրինակում 0,75 մմ ափսեը նվազագույն պահանջվող կաղապարն է, ուստի 0,75×8=6: Երրորդ, ամենահաստ թերթիկի հաստությունը բազմապատկեք 8-ով` գնահատելու պահանջվող առավելագույն V-ձևաձև թաղանթի չափը:
8 անգամ սկզբունք
Այսինքն՝ V-աձեւ կաղապարի բացվածքը պետք է լինի թերթի հաստության 8 անգամ։ Թերթի հաստությունը բազմապատկեք 8-ով, որպեսզի ընտրեք ամենամոտ կաղապարը: Օրինակ, 1,5 մմ հաստությամբ ափսեի համար անհրաժեշտ է 12 մմ կաղապար (1,5×8=12 մմ): Եթե դա 3,0 մմ ափսե է, ապա պահանջվում է 24,0 մմ կաղապար: (3.0×8=24.0): Այս հարաբերակցությունը կարող է ապահովել անկյան լավագույն ընտրությունը, այդ իսկ պատճառով շատերն այն անվանում են «լավագույն ընտրություն»: Հրապարակված ճկման գծապատկերների մեծ մասը նույնպես կենտրոնացած է այս բանաձևի վրա:
Մոդելի ընտրության կանոններ
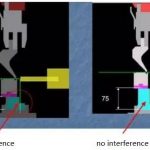
L-աձև աշխատանքային մասերի ճկման ընտրության կանոնն այն է, որ կանոններ չկան, կարող է օգտագործվել գրեթե ցանկացած վերին ձուլակտոր: Այսպիսով, մի խումբ աշխատանքային մասերի համար վերին կաղապարներ ընտրելիս, L-աձև մշակման մասերը կարելի է համարել վերջինը, քանի որ գրեթե ցանկացած վերին կաղապար կարող է դրանք թեքել: Այս L-աձև մշակման մասերը թեքելիս խորհուրդ է տրվում օգտագործել վերին կաղապարներ, որոնք կարող են նաև թեքել այլ աշխատանքային մասեր: Ձուլվածքներ գնելիս որքան քիչ, այնքան լավ: Սա ոչ միայն կաղապարի ծախսերը նվազագույնի հասցնելու, այլ նաև կաղապարների պահանջվող ձևերի քանակը նվազեցնելու և տեղադրման ժամանակը նվազեցնելու համար է:


Երբ աշխատանքային մասի վերին հատվածն ավելի երկար է, քան ստորին հատվածը, պահանջվում է սագի պարանոց: Երբ մշակված մասի վերին հատվածը ավելի կարճ է, քան ստորին հատվածը, ցանկացած վերին ձուլակտոր լավ է: Երբ աշխատանքային մասի վերին հատվածը և ստորին հատվածը նույն երկարությունն ունեն, անհրաժեշտ է սուր անկյան տակ գտնվող վերին ձուլակտոր: Ամփոփելով, վերին ձուլվածքի ընտրության կանոնը հիմնականում կախված է աշխատանքային մասի միջամտությունից, որտեղ ճկման մոդելավորման ծրագիրը կարող է կարևոր դեր խաղալ: Եթե օգտագործված համակարգը չի կարող նմանակել ճկման իրավիճակը, կարող եք օգտագործել ցանցի ֆոնով գծագիրը՝ ձեռքով ստուգելու կաղապարի վերին մասի միջամտությունը, ինչպես ցույց է տրված ստորև նկարում:


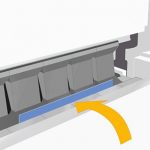
Ոչ մի ներծծված կաղապար
Կռացող մեքենաների գրեթե բոլոր բնորոշ կաղապարները որոշ հետքեր են թողնում աշխատանքային մասի վրա, քանի որ մետաղը սեղմվում է կաղապարի մեջ ճկման ժամանակ: Շատ դեպքերում նշանները փոքր են կամ ընդունելի: Շառավիղը մեծացնելը կարող է նվազեցնել նշանները: Բայց երբեմն նույնիսկ ամենափոքր հետքերը անընդունելի են, օրինակ՝ ներկված կամ փայլեցված թիթեղները՝ թեքվելուց առաջ: Նեյլոնե ներդիրները կարող են օգտագործվել խորշերը վերացնելու համար, ինչպես ցույց է տրված ստորև նկարում: Անխորշ ճկումը հատկապես կարևոր է արտադրված ինքնաթիռների կամ օդատիեզերական մասերի համար, քանի որ տեսուչների համար դժվար է անզեն աչքով ստուգել մի մասը և տարբերել քերծվածքներն ու ճաքերը:

Առնչվող ապրանքներ
 Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը
Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը- WILA միջին և հաստ սալերի ճկման արդյունավետ լուծում
- Օգտագործեք CNC ճկման մեքենայի հմտությունները
- Կռվող մեքենայի կաղապարի սովորական ճկման հաջորդականությունը և ամենօրյա օգտագործման ճշգրտումը
- Թիթեղների ճկման մեքենայի ազատ ճկման ժամանակ ճկման ուժի հաշվարկը
- Ինչի՞ց են պատրաստված Press Brake Dies-ը: Ի՞նչ է սեղմման արգելակային գործիքավորումը:
- Քանի՞ տեսակի հիդրավլիկ մամլիչ արգելակ
- Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային
- Ինչ է Press Brake Crowning-ը
- Ինչպես հաշվարկել ճկման նպաստը ձեր սեղմման արգելակի համար