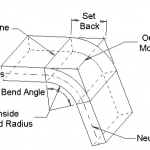
Դուք ունեք ձեր «Press Brake»-ը, որը ստեղծվել է այնպես, որ ձեր նյութը թեքվի հենց ձեր ուզած տեղում, այն ճշգրիտ անկյան տակ, որը պահանջում է աշխատանքը: Ձեր ձևավորումն ավարտված է, ձեր համարները ճեղքված են, և ձեր վստահելի Press Brake-ը պարզապես սպասում է իր գործն անելու:

Բայց կա մի կարևոր բան, որը հեշտությամբ անտեսվում է, և հասկանալը, թե ինչպես է այն աշխատում, և ավելի կարևոր է, թե ինչպես այն կարգավորել, կենսական նշանակություն ունի: Խոսքն իհարկե թագադրման գործընթացի մասին է։
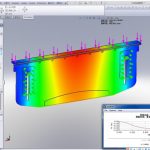
Crowning-ը գործարկվում է, երբ երկար կամ մեծ մասերը թեքվում են, այն կարող է նաև օգտակար լինել ավելի երկար, ավելի ծանր սեղմիչ արգելակներով և հզորության սանդղակի վերին ծայրում գտնվող արգելակներով: Երբ բեռը կիրառվում է թեքություն ձևավորելու համար, տեղի է ունենում շեղման աստիճան: Սա դեֆորմացիա է առաջացնում, և դա նշանակում է, որ եթե ձեր թեքումը ճշգրիտ է ծայրերում՝ շնորհիվ սերվոհիդրավլիկ համակարգի և ճառագայթի ծայրերում գտնվող մխոցների, դա միշտ չէ, որ տեղի է ունենում ձեր աշխատանքային մասի կենտրոնին մոտ:
Դա օպերատորի սխալի կամ ձեր Press Brake-ի հետ կապված խնդիր չէ. դա ավելի շատ նյութագիտության և ֆիզիկայի պարզ փաստ է: Այդ երեւույթի փոխհատուցման գործընթացը մի խոսքով պսակվում է։
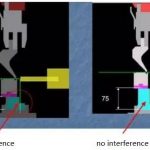
Աշխատանքային մասի ողջ երկարությամբ հետևողական թեքություն ապահովելու համար թագադրման համակարգը կարող է լինել կա՛մ Press Brake-ի ճառագայթում, կա՛մ սեղանի վրա, կա՛մ երկուսն էլ: Այն ապահովում է, որ ձեր ճառագայթի կենտրոնում գտնվող անկյունները համընկնում են ծայրերում գտնվող անկյունների հետ՝ փոխհատուցելով այդ շեղումը հենց այնտեղ, որտեղ փոխհատուցում է անհրաժեշտ: Հիդրավլիկ պսակը հակված է ներկառուցվել այսօրվա Press Brakes-ի մեջ; Կան նաև CNC սեպ ոճի համակարգեր, որոնք կարող են առաջարկվել որպես հավելում գործիքների մատակարարի կամ Press Brake արտադրողի կողմից:
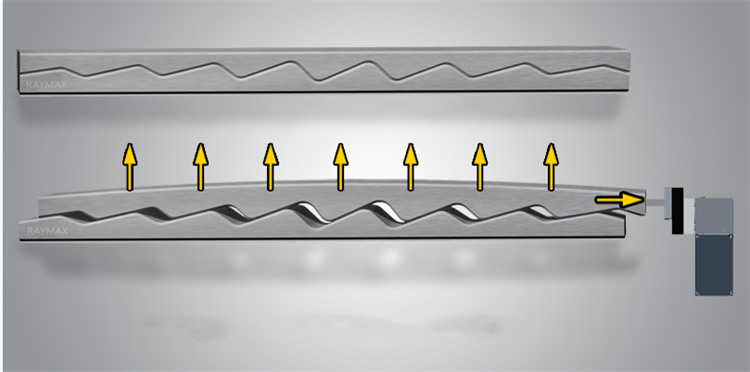
1. Հիդրավլիկ ագռավ
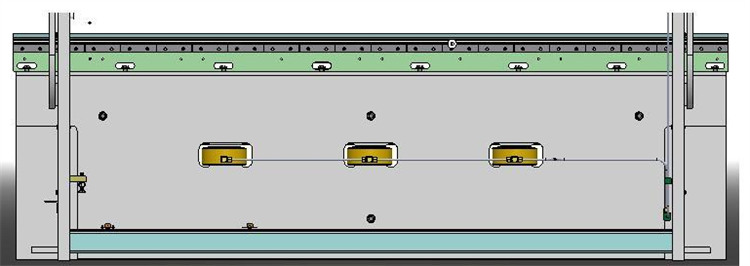
Մամուլի արգելակային շրջանակի վրա, բացի երկու կողմից երկու հիդրավլիկ բալոններ տեղադրելու համար, մեքենայի մեջտեղում տեղադրեք ևս մեկ երկու օժանդակ հիդրավլիկ գլան: Երբ կաթվածը իջնում է, օժանդակ մխոցը լցվում է հեղուկ յուղով և իջնում ներքև: Ճկման գործընթացում հիդրավլիկ յուղի մուտքը օժանդակ մխոց է, այնպես որ սահիչը փոխհատուցման համար առաջացնում է դեպի ներքև շեղում:
Տեղադրեք օժանդակ հիդրավլիկ բալոնը աշխատասեղանի ստորին մասում: Ծալման ընթացքում այն առաջացնում է դեպի վեր ուժ աշխատասեղանի վրա, որը ձևավորում է ավտոմատ պսակման համակարգը:
Ճնշման փոխհատուցման սարքը կազմված է մի քանի փոքր նավթի բալոններից: բաղկացած նավթի բալոնից, մայր տախտակից, օժանդակ թիթեղից և քորոցային լիսեռից և աշխատանքային սեղանի վրա տեղադրվում է փոխհատուցող գլան, իսկ ճնշման փոխհատուցման համակարգ ձևավորվում է համամասնական օգնության փականով:
Աշխատելիս. օժանդակ թիթեղը աջակցում է նավթի բալոնին, նավթի մխոցը վեր է պահում մայր տախտակը: պարզապես հաղթահարում է սահիկի և աշխատասեղանի դեֆորմացիան։ Ուռուցիկ սարքը կառավարվում է թվային հսկողության համակարգով, որպեսզի նախաբեռը որոշվի ըստ թիթեղի հաստության, թաղանթի բացվածքի և նյութի առաձգական ուժի՝ տարբեր թիթեղային նյութեր ճկելիս։
Հիդրավլիկ պսակի առավելությունն այն է, որ այն կարող է իրականացնել շեղման փոխհատուցում շարունակական փոփոխական դեֆորմացիայի համար մեծ փոխհատուցման ճկունությամբ, սակայն կան բարդ կառուցվածքի և համեմատաբար բարձր գնի որոշ թերություններ:

2. Մեխանիկական պսակ
Մեխանիկական պսակումը շեղումների փոխհատուցման մի տեսակ նոր մեթոդ է, որը սովորաբար օգտագործվում է եռանկյունաձև թեք սեպ կառուցվածքով:
Սկզբունքն այն է, որ երկու եռանկյունի սեպը անկյուններով, վերին սեպը շարժվում է i՝ ամրագրված x-ուղղությամբ: կարող է շարժվել միայն y ուղղությամբ: Երբ սեպը շարժում է հեռավորությունը x-ուղղությամբ, վերին սեպը բարձրանում է h հեռավորության վրա՝ ստորին սեպային ուժի ներքո: որը մեխանիկական պսակման սկզբունքն է։
Գոյություն ունեցող մեխանիկական փոխհատուցման կառուցվածքի վերաբերյալ. երկու ամրացնող թիթեղները ամբողջ երկարությամբ տեղադրվում են աշխատասեղանի վրա, վերին և ստորին թիթեղները միացված են սկավառակի զսպանակի և բոտերի միջոցով: Վերին և ստորին թիթեղները բաղկացած են մի շարք թեք սեպերից՝ տարբեր թեքություններով, շարժիչի շարժիչի միջով դրանք համեմատաբար շարժվող, ձևավորելու և իդեալական կորի մի շարք ուռուցիկ դիրքի համար:

Առնչվող ապրանքներ
 Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը
Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը- Ինչպես հաշվարկել ճկման նպաստը ձեր սեղմման արգելակի համար
- Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային
- Կանտոնի տոնավաճառ
- Չինաստան 40 տոննա մամլիչ արգելակ
- Հիդրավլիկ մամլիչ մեքենայի անվտանգ շահագործման կանոններ
- Չինաստանի 10 լավագույն մամուլ արտադրողները
- Ինչի՞ց են պատրաստված Press Brake Dies-ը: Ի՞նչ է սեղմման արգելակային գործիքավորումը:
- Ինչպես ընտրել մամլիչ արգելակային ճկման մեքենայի համար հարմար դիզել
- Կռվող մեքենայի կաղապարի սովորական ճկման հաջորդականությունը և ամենօրյա օգտագործման ճշգրտումը