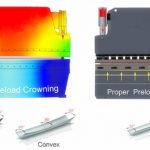
CNC ճկման մեքենան կարևոր սարքավորում է թիթեղների մշակման մեջ, և դրա աշխատանքի ճշգրտությունը ուղղակիորեն ազդում է աշխատանքային մասի ճկման ճշգրտության վրա: Աշխատանքային մասի ճկման գործընթացում սեղմիչ արգելակային մեքենան ենթարկվում է ամենամեծ ուժին սահիկի երկու ծայրերում, և ափսեի ճկման ժամանակ արձագանքման ուժը առաջացնում է գոգավոր դեֆորմացիա սահիկի ստորին մակերևույթի վրա: Սահիկի միջին մասի դեֆորմացիան ամենամեծն է, իսկ աշխատանքային մասի վերջնական ճկման անկյունը Չափը տատանվում է ամբողջ երկարությամբ:
Աշխատանքային սեղան-ամբողջ ծանրաբեռնվածություն-դեֆորմացիա


Սահիկի դեֆորմացիայի հետևանքով առաջացած անբարենպաստ հետևանքները վերացնելու համար անհրաժեշտ է փոխհատուցել սահիկի շեղման դեֆորմացիան: Փոխհատուցման սովորական մեթոդները ներառում են հիդրավլիկ փոխհատուցում և մեխանիկական փոխհատուցում, որոնք երկուսն էլ ստիպում են աշխատասեղանի կեսին արտադրել վերև առաձգական դեֆորմացիա՝ փոխհատուցելու համար:


Կաղապարի անվտանգության գործոնի վերլուծության աղյուսակ

Փոխհատուցման երկու եղանակ
1. Հիդրավլիկ փոխհատուցում
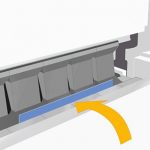
Աշխատանքային նստարանի հիդրավլիկ ավտոմատ շեղման փոխհատուցման մեխանիզմը բաղկացած է մի խումբ նավթի բալոններից, որոնք տեղադրված են ստորին աշխատասեղանին: Յուրաքանչյուր փոխհատուցման մխոցի դիրքը և չափը նախագծված են ըստ սահիկի շեղման փոխհատուցման կորի և աշխատանքային սեղանի վերջավոր տարրերի վերլուծության: Հիդրավլիկ փոխհատուցումը չեզոք տարբերակի ուռուցիկության փոխհատուցումն է, որն իրականացվում է առջևի, միջին և հետևի երեք ուղղահայաց թիթեղների միջև հարաբերական տեղաշարժի միջոցով: Սկզբունքն այն է, որ ուռուցիկությունը իրականացվի հենց պողպատե ափսեի առաձգական դեֆորմացիայի միջոցով, այնպես որ փոխհատուցման գումարը կարող է ճշգրտվել աշխատանքային սեղանի առաձգական միջակայքում:

2. Մեխանիկական փոխհատուցում
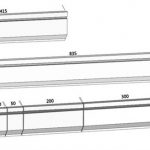
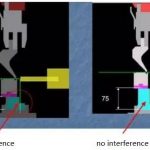
Մեխանիկական փոխհատուցումը կազմված է թեք մակերևույթներով դուրս ցցված թեք սեպերի մի շարքից, և յուրաքանչյուր ցցված սեպ նախագծված է ըստ սահիկի շեղման կորի և աշխատանքային սեղանի վրա հիմնված վերջավոր տարրերի վերլուծության վրա: Թվային հսկողության համակարգը հաշվարկում է պահանջվող փոխհատուցման չափը՝ ըստ բեռնվածքի ուժի, երբ մշակված մասը թեքվում է (այդ ուժը կհանգեցնի սահիկի և աշխատասեղանի ուղղահայաց ափսեի շեղմանը և դեֆորմացմանը), և ավտոմատ կերպով վերահսկում է ուռուցիկ սեպերի հարաբերական շարժումը արդյունավետ։ փոխհատուցել շեղման դեֆորմացիան, որն առաջանում է սահող բլոկի կողմից, և աշխատասեղանի ուղղահայաց ափսեը կարող է ստանալ իդեալական ճկման աշխատանքային մաս: Մեխանիկական շեղման փոխհատուցումն իրականացվում է դիրքը վերահսկելու միջոցով, որպեսզի հասնի «նախաբախում»: Սեպերի հավաքածուն գիծ է կազմում աշխատասեղանի երկարության ուղղությամբ: Նույն շեղումով կորը վերին և ստորին կաղապարների միջև եղած բացը դարձնում է համապատասխան ճկման ընթացքում՝ ապահովելով ճկման աշխատանքային մասի նույն անկյունը երկարության ուղղությամբ:


Առնչվող ապրանքներ
 Ընդհանուր մեխանիկական անսարքություններ և մամլիչ արգելակային ճկման մեքենաների սպասարկում
Ընդհանուր մեխանիկական անսարքություններ և մամլիչ արգելակային ճկման մեքենաների սպասարկում- China Press Brake ճկման մեքենայի կաղապար
- 4 քայլ՝ իմանալու համար E21 CNC թիթեղների մետաղական ճկման համակարգը
- Ինչ է Press Brake Crowning-ը
- Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը
- Ինչի՞ց են պատրաստված Press Brake Dies-ը: Ի՞նչ է սեղմման արգելակային գործիքավորումը:
- Ինչպես կատարել շեղման փոխհատուցում CNC թիթեղների մետաղական բենդերի համար
- Օգտագործեք CNC ճկման մեքենայի հմտությունները
- Քանի՞ տեսակի հիդրավլիկ մամլիչ արգելակ
- Ինչպես ընտրել հարմար CNC հիդրավլիկ սեղմիչ արգելակային մեքենա