Սահիկի դեֆորմացիայի հետևանքով առաջացած անբարենպաստ հետևանքները վերացնելու համար անհրաժեշտ է փոխհատուցել սահիկի շեղման դեֆորմացիան: Փոխհատուցման մեթոդները հետևյալն են.
1. Հիդրավլիկ փոխհատուցում
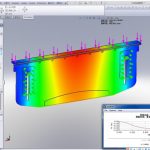
Աշխատանքային նստարանի հիդրավլիկ ավտոմատ շեղման փոխհատուցման մեխանիզմը բաղկացած է մի խումբ նավթի բալոններից, որոնք տեղադրված են ստորին աշխատասեղանին: Յուրաքանչյուր փոխհատուցման մխոցի դիրքը և չափը նախագծված են ըստ սահիկի շեղման փոխհատուցման կորի և աշխատանքային սեղանի վերջավոր տարրերի վերլուծության:
Չեզոք տարբերակի հիդրավլիկ փոխհատուցման ուռուցիկության փոխհատուցումն իրականացվում է առջևի, միջին և հետևի երեք ուղղահայաց թիթեղների միջև հարաբերական տեղաշարժի միջոցով: Սկզբունքն այն է, որ ուռուցիկությունը իրականացվի հենց պողպատե ափսեի առաձգական դեֆորմացիայի միջոցով, այնպես որ փոխհատուցումը կարող է իրականացվել աշխատանքային սեղանի ճշգրտման առաձգական միջակայքում:

2. Մեխանիկական փոխհատուցման աղյուսակի մեթոդ
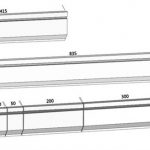
Դուրս ցցված սեպերը կազմված են թեք մակերևույթներով դուրս ցցված թեք սեպերի մի շարքից: Յուրաքանչյուր ցցված սեպ նախագծված է ըստ սահող բլոկի շեղման կորի և աշխատանքային սեղանի վերջավոր տարրերի վերլուծության միջոցով:
Թվային հսկողության համակարգը հաշվարկում է պահանջվող փոխհատուցման չափը՝ ըստ բեռնվածքի ուժի, երբ մշակված մասը թեքում է (այդ ուժը կհանգեցնի սահիկի և աշխատասեղանի ուղղահայաց ափսեի շեղմանը և դեֆորմացմանը) և ավտոմատ կերպով վերահսկում է ուռուցիկ սեպերի հարաբերական շարժումը: Դրանով այն կարող է արդյունավետորեն փոխհատուցել սահող բլոկի և աշխատասեղանի ուղղահայաց ափսեի կողմից առաջացած շեղման դեֆորմացիան և կարող է ձեռք բերել իդեալական ճկման աշխատանքային մաս:
Շեղման մեխանիկական փոխհատուցումն իրականացվում է «նախ ելուստի» դիրքը կառավարելու միջոցով, և աշխատասեղանի երկարության ուղղությամբ ձևավորվում է սեպերի մի շարք: Նույն իրական շեղումով կորը վերին և ստորին կաղապարների միջև եղած բացը դարձնում է հետևողական ճկման ժամանակ՝ ապահովելով ճկման աշխատանքային մասի նույն անկյունը երկարության ուղղությամբ:

Մեխանիկական փոխհատուցման առավելությունները
1) Մեխանիկական փոխհատուցումը կարող է ձեռք բերել շեղման ճշգրիտ փոխհատուցում աշխատանքային սեղանի ողջ երկարությամբ: Մեխանիկական շեղման փոխհատուցումն ունի երկարատև կայունություն, նվազեցնում է հիդրավլիկ փոխհատուցման պահպանման հաճախականությունը (օրինակ՝ յուղի արտահոսքը) և չի պահանջում սպասարկում հաստոցային գործիքի շահագործման ընթացքում:
2) Քանի որ մեխանիկական շեղման փոխհատուցումն ունի ավելի շատ փոխհատուցման կետեր, CNC թիթեղների արգելակը կարող է հասնել գծային փոխհատուցման, երբ աշխատանքային մասը կռում է աշխատելիս և կարող է բարելավել աշխատանքային մասի ճկման ազդեցությունը:
3) Մեխանիկական փոխհատուցման միջոցով հետադարձ ազդանշանի դիրքը չափելու համար օգտագործվում է պոտենցիոմետր: Որպես թվային կառավարման առանցք, այն իրականացնում է թվային հսկողություն և ավելի ճշգրիտ է դարձնում փոխհատուցման արժեքը:
Առնչվող ապրանքներ
 Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային
Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային- Հիդրավլիկ մամլիչ արգելակ չժանգոտվող պողպատի համար
- Ընդհանուր մեխանիկական անսարքություններ և մամլիչ արգելակային ճկման մեքենաների սպասարկում
- 100տ քառասյուն հիդրավլիկ մամլիչի ընդհանուր անսարքությունները և անսարքությունների վերացման մեթոդները
- Հիդրավլիկ Tandem Press Brake
- Էլեկտրահիդրավլիկ համաժամանակյա VS ոլորման առանցքի համաժամանակյա CNC ճկման մեքենա
- DA66T CNC հիդրավլիկ մամլիչ արգելակային մեքենա
- IPG փակ տիպի տախտակ 4KW օպտիկամանրաթելային լազերային մետաղի կտրման մեքենա
- China Press Brake ճկման մեքենայի կաղապար
- Քանի՞ տեսակի հիդրավլիկ մամլիչ արգելակ