Ծանր բեռի, շարժվող մասերի անբավարար քսման և սեղմիչ արգելակային ճկման մեքենայի բարդ աշխատանքային միջավայրի պատճառով շատ հեշտ է շարժվող մասերը մաշվել կամ լարել: Այս հոդվածը կվերլուծի հիդրավլիկ մամլիչի ճկման մեքենաների ընդհանուր մեխանիկական խափանումները և սպասարկումը.
Սխալ 1. Սահիչի արագության փոփոխման կետի երկար դադար
1-1. Մխոցի վերին խոռոչը ներծծում է օդը, և ճնշումը երկար ժամանակ ավելանում է (ինքնասպառվող խողովակաշարը արտահոսում է):
1-2. Լցման փականի կամ ինքնալիցքավորվող խողովակաշարի հոսքի արագությունը փոքր է, կամ սահելու արագությունը չափազանց արագ է, ինչը հանգեցնում է ասեղի ներծծման:
1-3. Լցման փականը ամբողջությամբ փակված չէ, իսկ վերին խոռոչում ճնշումը դանդաղում է։
1-4. Դանդաղեցման փականի լարումից հետո փակեք լցման փականը, և վերին խոռոչը չի կարող յուղ ծծել:
1-5. Համամասնական փականի սխալ դիրքը հանգեցնում է տարբեր բացվածքների և համաժամացման:
1-6. Նվազեցրեք արագ իջնելու արագությունը՝ տեսնելու, թե արդյոք թեստը դադարում է:
1-7. Արագ իջնող ճնշման չափը ազդում է լցման փականի փակման վրա, և արագ իջնող ճնշումը վերանում է:
1-8. Աշխատանքի առաջխաղացումից առաջ կարգավորեք ճնշման պարամետրերը հետաձգման փուլում:
1-9. Լցման փականի հսկիչ գծի խամրող անցքը չափազանց փոքր է` առաջացնելով ճնշման տարբերություն:
1-10. CNC համակարգի պարամետրերը (ուշացումից առաջ դանդաղեցնելը):
1-11. CNC համակարգի պարամետրերը (շահույթի պարամետրը նվազում է ավելի դանդաղ արագությամբ):
1-12. Ստուգեք, թե արդյոք վառելիքի բաքի յուղի մակարդակը շատ ցածր է, լիցքավորման նավահանգիստը ողողված չէ, և բալոնի վերին խոռոչը լցված է հեղուկով արագ տեղափոխման ժամանակ, ինչը հանգեցնում է անբավարար լիցքավորման: Վերոնշյալ պատճառներով, լցոնման անցքից ավելի քան 5 մմ բարձրության վրա ավելացրեք յուղ, որպեսզի լցման անցքը ամբողջությամբ լցվի:
1-13. Ստուգեք, արդյոք լցման փականը լիովին բացված է: Եթե դա նավթի աղտոտվածության պատճառով է, ապա լցման փականի փականի միջուկը ճկուն չէ և խցանված է, ինչը հանգեցնում է անբավարար լցման: Անհրաժեշտ է մաքրել լցոնման փականը և նորից տեղադրել այն, որպեսզի գլանափաթեթը ճկուն լինի:
1-14. Ստուգեք, արդյոք արագ առաջ շարժման արագությունը չափազանց արագ է, ինչը հանգեցնում է անբավարար լցման: Վերոնշյալ պատճառներով արագ առաջընթացի արագությունը կարող է կրճատվել՝ փոփոխելով համակարգի պարամետրերը:

Սխալ 2. Երբ սահիչը աշխատում է, ներքևի ուղղությունը ուղղահայաց և աննորմալ աղմուկ չէ:
Այս տեսակի խափանումը պայմանավորված է ուղեցույցի երկարատև կիրառմամբ, ուղեցույցի աննորմալ յուղմամբ և մաշվածության հետևանքով ավելացած մաքրությամբ: Անհրաժեշտ է ստուգել ուղղորդող երկաթուղու ճնշման ափսեի մաշվածության աստիճանը և այն նորից կարգավորել՝ պահանջվող բացվածքին համապատասխանելու համար: Որոշեք, թե արդյոք պետք է փոխարինել ուղղորդող ռելսերի սեղմիչ թիթեղը՝ ըստ մաշվածության աստիճանի: Եթե լարվածությունը ծանր է, այն պետք է փոխարինվի:
2.1. Բնօրինակ ճնշման ափսեը կպցված է պլաստիկով: Ուշադրություն դարձրեք սոսնձված պլաստիկի կարծրությանը և ուղեցույցի երեսպատման մակերեսին: Քերելուց հետո համոզվեք, որ կպցնելու մակերեսը 85%-ից բարձր է և բացեք զիգզագաձեւ քսայուղի բաք:
2.2. Բնօրինակ սեղմող ափսեի ներսում տեղադրված է մետաղյա խցան: Թիթեղյա բրոնզե թիթեղ կամ ճկուն երկաթ ընտրելու համար կապող մակերեսը մշակվում է սրճաղացով, միացնող պտուտակն ավելի ցածր է, քան կապող մակերեսը, և բացվում է զիգզագային քսայուղի ակոսը:
Սխալ 3. Հետևի չափիչի չափը երկու ծայրերում էլ անհամապատասխան է
Երկու ծայրերի սխալը փոքր է՝ 2 մմ-ի սահմաններում: Ստուգեք՝ հաստատելու համար, որ X1/X2 փոխանցման մեխանիկական կառուցվածքը անսարքություն չունի: Սխալը կարելի է վերացնել մատը կարգավորելով։ Եթե փոխանցման մեխանիկական կառուցվածքում անսարքություն չկա (օրինակ՝ առանցքակալներ, գնդիկավոր պտուտակներ, գծային ռելսեր, փոխանցման անիվներ, փոխանցման գոտիներ և այլն), հեռացրեք անսարքությունը: Նորից կարգավորեք զուգահեռության հանդուրժողականության սահմաններում և նորից տեղադրեք համաժամանակյա փոխանցման սարքը:
Սխալ 4. Երկու ծայրերում հետևի փոխանցման լիսեռի շարժում չկա
Հետևային լիսեռի փոխանցման անսարքության պատճառը կարող է լինել այն, որ փոխանցման լիսեռը անջատված է ժամանակի գոտու անիվից, բանալի սողակից կամ ժամանակի գոտին սահում է: Խցանման լիսեռի վարորդը և սերվո շարժիչը անսարք են, իսկ վերին համակարգչային կառավարման համակարգը անսարք է: Նման խափանումները պետք է ստուգեն և հաստատեն խափանման պատճառը, վերանորոգեն կամ փոխարինեն ձախողված բաղադրիչները և վերացնել խափանումը:

Սխալ 5. Նավթի պոմպի չափազանց մեծ աղմուկ (շատ արագ տաքացում), նավթի պոմպի վնաս
5-1. Նավթի պոմպի ներծծման գծի արտահոսքը կամ նավթի բաքի հեղուկի մակարդակը չափազանց ցածր է, ինչի հետևանքով նավթի պոմպը դատարկվում է:
5-2. Յուղի ջերմաստիճանը չափազանց ցածր է, իսկ յուղի մածուցիկությունը չափազանց բարձր է, ինչը հանգեցնում է յուղի կլանման բարձր դիմադրության:
5-3. Ներծծող մուտքի յուղի ֆիլտրը խցանված է, և յուղը կեղտոտ է:
5-4. Պոմպը վնասվում է (վնասվում է, երբ պոմպը տեղադրվում է) ցանկացած թակոցից:
5-5. Կցորդիչի տեղադրման խնդիրները, ինչպիսիք են առանցքի չափից ավելի ձգումը, շարժիչի լիսեռը և նավթի պոմպի լիսեռը համակենտրոն չեն:
5-6. Պոմպը տեղադրելուց հետո այն երկար ժամանակ հետ է ընթանում կամ չի լիցքավորվում փորձարկման մեքենայի ընթացքում:
5-7. Ելքի բարձր ճնշման յուղի զտիչը արգելափակված է կամ հոսքի արագությունը չի համապատասխանում ստանդարտին:
5-8. Նավթի պոմպը ծծում է (յուղ կա, բայց նավթի պոմպի ներծծման պորտում օդ կա):
5-9. Եթե դա մխոցային պոմպ է, ապա նավթի վերադարձի միացքի գծի բարձրությունը կարող է չափազանց ցածր լինել:
5-10։ Եթե դա HOEBIGER նավթի պոմպ է, ապա այն կարող է թուլացած լինել:
5-11։ Յուղի ջերմաստիճանը չափազանց բարձր է, ինչի հետևանքով մածուցիկությունը նվազում է (60°C-ի սահմաններում):
5-12։ Հիդրավլիկ յուղը պարունակում է ջուր, որը կարող է խցանվել և վնասել բարձր ճնշման ֆիլտրի տարրը:

Սխալ 6. Ոչ մի դանդաղեցրեք սահիկի շարժումը
6-1. Արդյոք էլեկտրամագնիսական համամասնական ուղղորդիչ փականը ունի էլեկտրական ազդանշան, թե արդյոք կծիկը որևէ գործողություն ունի կամ խցանված է:
6-2. Համակարգը չի կարող ճնշում գործադրել:
6-3. Լցման փականը խրված է, կամ լցնող փականի կնքման օղակը արտահոսում է:
6-4. Անկախ նրանից, թե դանդաղ փականը էլեկտրական ազդանշան ունի, թե խրված է:
6-5. Հետադարձ ճնշումը չափազանց բարձր է կամ դանդաղեցնում ճնշումը չափազանց ցածր է:

Սխալ 7. Երբ սահիկը դանդաղ է շարժվում, այն թրթռում է, ճոճվում և աղմուկ է հանում
7-1. Մխոցից արտանետվող ճնշման յուղը պարունակում է օդային փուչիկներ:
7-2. Սահող երկաթուղու շփման ուժը չափազանց մեծ է, անկախ նրանից, թե արդյոք կա քսայուղ:
7-3. Ուղղորդող ափսեի տեղադրման մակերեսի միջև բացը մեծ է, կամ վերևն ու ներքևը անհավասար են:
7-4. Դարակի և աշխատասեղանի մակարդակը ճիշտ կարգավորված չէ:
7-5։ Հավասարակշռության փականը արգելափակված է:
7-6։ Ստուգեք, արդյոք արագ արձակման փականը միացված է և բացված:
7-7։ Թվային կառավարման համակարգի պարամետրը (շահույթ) կամ աշխատանքի սնուցման արագության կարգավորումը չափազանց մեծ է:
7-8։ Հետադարձ ճնշման փականը ազատ է, և երկու կողմերի դիմադրությունը տարբեր է:
7-9։ Արդյոք էլեկտրամագնիսական համամասնական փականի կծիկը շեղված է, և արդյոք համամասնական փականի չեզոք դիրքի ազդանշանը ճիշտ է:
7-10։ Անկախ նրանից, թե արդյոք համաչափ սերվո փականի ազդանշանը խաթարված է, ստուգման մեթոդը նույնն է, ինչ վերը նշվածը:
7-11։ Մխոցի ձողը սերտորեն կողպված է նավթի բալոնի կնքման օղակով, և դիմադրությունը մեծ է (փոխեք PTFE կոշտ կնքման օղակի փորձարկումը):
7-12։ Վանդակաճաղի քանոնի վրա գնդաձև լվացքը տեղադրված չէ, լոգարիթմական նստատեղը սահուն չի շարժվում, և վանդակաճաղերի կապի գծի խնդիր կա։
7-13։ Ճնշման կորը սխալ է, աշխատանքի ընթացքում ճնշումը բավարար չէ։
7-14։ Լցման փականի ճնշման կնքման O-օղակը առաջացնում է փոքր քանակությամբ արտահոսք:

Սխալ 8. Համաժամացման մեծ շեղում դանդաղեցման ժամանակ
8-1. Սինխրոն հայտնաբերման համակարգի ձախողում (վանդակաճաղի սանդղակ):
8-2. Համամասնական ուղղորդող փական:
8-3. Արագ ստորին փականի արտահոսք:
8-4. Երկու կողմերի հետևի ճնշման մեծ բացը:
8-5։ Յուղի ջերմաստիճանը չափազանց ցածր է:
8-6։ Յուղի շարանը մխոցի վերին և ստորին խցերում:
8-7։ CNC համակարգի պարամետրերը.


Սխալ 9. Ճկման անկյան սխալ
9-1. Ստուգեք, թե արդյոք փոխհատուցման մխոցի փոխհատուցման շեղումը մեծ է, և զրոյական դիրքը չի կարող ամբողջությամբ վերականգնվել:
9-2. Ստուգեք, թե արդյոք արագ սեղմիչը թուլացած է:
9-3. Ստուգեք, թե արդյոք որևէ փոփոխություն կա յուրաքանչյուր ճկման ստորին մեռած կետում:
9-4. Ստուգեք՝ արդյոք աղեղաձև թիթեղը ճիշտ է տեղադրված, և արդյոք պտուտակով անցքը մեռած է:
9-5։ Փոփոխություններ հենց թերթիկի մեջ (հաստություն, նյութ, սթրես):
9-6։ Վանդակաճաղի քանոնն արձակվա՞ծ է:
9-7։ Դիրքորոշման սխալ ճշտություն. Արդյո՞ք համամասնական փականի զրոյական շեղման արժեքը տեղին է: Դիրքը չի կարող հասնել ներքևի մեռյալ կետին, ինչը անհնար է դարձնում վերադառնալը:

Սխալ 10. Հիդրավլիկ գծերում յուղի արտահոսք կամ խողովակի պայթում
10-1. Ստուգեք, արդյոք նավթի խողովակի տեղադրումը համապատասխանում է պահանջներին (երկարացված երկարություն, խողովակի տրամագիծ, պատի հաստություն, լաստանավ, ընկույզը չափազանց ամուր է, շատ ազատ, ճկման շառավիղ և այլն):
10-2. Անկախ նրանից, թե խողովակն ունի հարված կամ թրթռում:
10-3. Ստուգեք, արդյոք խողովակաշարը խանգարում է կամ բախվում մյուսին:
10-4։ Խողովակաշարը ամրացված չէ խողովակների սեղմակներով:
Սխալ 11. Հիդրավլիկ համակարգերի տեղադրման և սպասարկման ժամանակ նախազգուշական միջոցներ
11-1. Ներկով կնքված փականները չպետք է ինքնուրույն ապամոնտաժվեն, առավել եւս՝ կարգավորվեն:
11-2. Փականը մաքրելուց հետո նորմալ աշխատում է, այն պետք է փոխարինվի նոր յուղով և անմիջապես մաքրվի նավթի բաքը:
11-3. Տեղադրման ընթացքում նավթի պոմպը չպետք է ենթարկվի որևէ հարվածի կամ հարվածի, և նավթի պոմպը պետք է լիցքավորվի մինչև փորձարկումը:
11-4. Յուրաքանչյուր փականի տեղադրման ժամանակ կարող է տեղափոխվել միայն դրա փականի մարմինը, և ոչ մի էլեկտրամագնիսական փական չպետք է դիպչել:
Առնչվող ապրանքներ
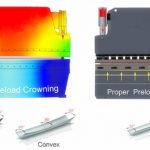
 Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային
Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային- Ինչպես գործարկել գիլյոտինի կտրող մեքենան
- 6 խորհուրդ լազերային հակասառեցման մասին
- 100տ քառասյուն հիդրավլիկ մամլիչի ընդհանուր անսարքությունները և անսարքությունների վերացման մեթոդները
- Քանի՞ տեսակի հիդրավլիկ մամլիչ արգելակ
- CNC Press Brake ճկման մեքենայի աշխատանքային սկզբունքը և կազմը
- Չորս սյունանի հիդրավլիկ մամլիչի ընդհանուր անսարքությունները և անսարքությունների վերացման մեթոդը
- Հիդրավլիկ մամլիչ մեքենայի անվտանգ շահագործման կանոններ
- Ինչպես կատարել շեղման փոխհատուցում CNC թիթեղների մետաղական բենդերի համար
- Ինչի՞ց են պատրաստված Press Brake Dies-ը: Ի՞նչ է սեղմման արգելակային գործիքավորումը: