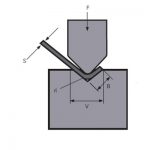
Մամլիչ արգելակային ճկման մեքենան հիմնականում կատարում է ափսեի ուղիղ ճկում: Օգտագործելով պարզ կաղապարներ և տեխնոլոգիական սարքավորումներ՝ մետաղական թերթիկը կարող է սեղմվել որոշակի երկրաչափական ձևի, ինչպես նաև այն կարող է մշակվել՝ ձգելով, ծակելով, ծալելով և սեղմելով ծալքավորումը: Փաստացի արտադրության մեջ CNC մամլիչ արգելակային մեքենան հիմնականում օգտագործվում է մետաղական տուփերի, տուփի պատյանների, U-աձև ճառագայթների և ուղղանկյունների տարբեր երկրաչափական ձևերի ճկման համար: Դրա մշակումն ունի բարձր ճկման առավելություններ, ատամի հետքեր չկան, կլեպ չկա, կնճիռներ չկան և այլն։
CNC ճկման մեքենաների արտադրության տեխնոլոգիայի շարունակական զարգացմամբ, դրա առավելությունները, ինչպիսիք են բարձր դիրքի ճշգրտությունը, հարմարավետությունը, զրոյական ակտիվության խանգարումների փոխհատուցումը և վերամշակված արտադրանքի լավ հետևողականությունը, ավելի ու ավելի են օգտվում թիթեղներ արտադրող ընկերությունների մեծամասնությունից: Այնուամենայնիվ, սահմանափակ ցանկությունների դեպքում, թե ինչպես կարելի է ավելի լավ օգտագործել կռացող մեքենան և լիարժեք խաղալ դրա գործառույթներն ու առավելությունները, դարձել է խնդիր, որին ուշադրություն են դարձնում CNC սեղմիչ արգելակային ճկման մեքենա օգտագործող արտադրողները և շտապ պետք է լուծեն: Երկարաժամկետ արտադրության և օգտագործման գործընթացում Zhongrui-ն արդյունավետորեն ընդլայնել է ճկման մեքենայի գործառույթները և կուտակել փորձը՝ օժանդակ գործիքների ավելացման, գոյություն ունեցող կաղապարների վերափոխման և տեղանքի ճկուն օգտագործման միջոցով: Այս հոդվածը վերցնում է Zhongrui-ի CNC մամլիչ արգելակային մեքենան որպես օրինակ և մանրամասն ներկայացնում է օգտագործման հմտությունները:
Ավելացրեք օժանդակ գործիքակազմ
Եթե ցանկանում եք սեղմել արգելակային հաստոցը ճկուն և օգտագործման համար դյուրին դարձնել, անհրաժեշտ է օժանդակ գործիք ավելացնելը: Օժանդակ գործիքների ավելացումը կարող է ոչ միայն ընդլայնել CNC ճկման հաստոցների մշակման շրջանակը, այլև բարելավել մշակման արդյունավետությունը:
1) Անցումային ափսե (օժանդակ միջին ափսե արագ կաղապարի համար)
Կռացող մեքենայի բացման բարձրությունը վերաբերում է վերին և ստորին աշխատասեղանների միջև եղած հեռավորությանը: Քանի որ CNC ճկման մեքենան DA66T ունի բացման ավելի մեծ բարձրություն, հաշվի առեք մեծ բացվածք օգտագործել՝ մշակման շրջանակը ընդլայնելու համար: Ինչպես ցույց է տրված Նկար 1-ում, սկզբնական անցումային ափսեին մեկ այլ անցումային ափսե ավելացնելով կարող է մեծանալ մասի կողային ճկման բարձրությունը (մինչև 85 մմ), այնպես որ կարող է իրականացվել ավելի բարձր կողային ճկման եզրերով խորը մշակում: Ինքնագործված անցումային տախտակը կարող է հարմարեցնել անցումային տախտակի լայնությունը՝ ըստ ձեր սեփական ընդհանուր մասերի, և այն առավել հարմար է փոքր լայնությամբ մասերի մշակման համար՝ երկու կողմից ավելի բարձր ճկվող եզրերով:

2) ճակատային վահանակի անկյուն
Ինչպես ցույց է տրված Նկար 2-ում, մեքենայի առջևի հատվածը հագեցած է անկյունով, որը կարող է փոքր մասեր տեղադրել և կրճատել մասեր վերցնելու ժամանակը: Միևնույն ժամանակ, տեղադրվում է փոքր աշխատասեղան, որը հեշտացնում է փոքր աշխատանքային մասերի մշակումն ու հավաքումը:

Ամբողջությամբ օգտագործեք կաղապարը
CNC մամլիչ արգելակային ճկման մեքենայի օգտագործումը հիմնականում հիմնված է վերին և ստորին կաղապարների վրա: Եթե կաղապարների թիվը փոքր է, և կիրառումը ճկուն չէ, ապա հաստոցների մշակման շրջանակը մեծապես կսահմանափակվի: Հետևաբար, ֆիքսված պայմաններում, թե ինչպես կարելի է առավելագույնի հասցնել գոյություն ունեցող կաղապարի գործառույթը օպտիմիզացված համակցության և մասնակի փոխակերպման միջոցով, խնդիր է, որի մասին պետք է մտածի յուրաքանչյուր մեքենայական օգտագործող: Հետևյալը ընդլայնման գործառույթն է, որը մենք օգտագործում ենք՝ փոխելով CNC ճկման մեքենայի կաղապարը Ներածություն:
1) Վերին ձողի հղկման ծայրը R
Երբ վերին ձողը երկար ժամանակ օգտագործվում է, դրա ծայրի մաշվածությունը անկանոն կփոխվի: Կաղապարի բարձրությունը փոխվում է և ճկման ճշգրտությունը երաշխավորված չէ: Մանրացնելով, ուղղելով R ծայրը և համապատասխանեցնելով ավելի մեծ V-աձև ակոս՝ հաստ թիթեղները կարելի է ծալել: Սա երկարացնում է կաղապարի ծառայության ժամկետը:
2) Փոխեք ջարդոնի կաղապարները՝ հարթեցման հասնելու համար
Կոմպոզիտային ճկվող մատրոնի բացակայության դեպքում, օրինակ է մեռած եզրը սեղմելու ձևավորման խնդիրը լուծելը: Մեռած եզրը թեքված ձև է, որի դեպքում երկու շերտերը համընկնում են միմյանց, և սովորաբար օգտագործվում է ամրապնդման համար: Ընդհանուր առմամբ, 2 մմ-ից ավելի տախտակը գրեթե չունի սեղմված մեռած եզրեր: Սեղմեք մեռած եզրը, որը պետք է ձևավորվի բարդ կռացող մատրիցով, և այն պետք է բաժանվի ավելի քան երկու գործընթացների, որպեսզի ձևավորվի:
Սովորաբար օգտագործվող մեթոդը բարդ ճկման թաղանթ օգտագործելն է, ինչպես ցույց է տրված Նկար 3-ում: Առաջին քայլում նյութը ծալվում է մինչև 30°, իսկ երկրորդ քայլում 30° թեքության անկյունը տեղադրվում է առջևի ծայրում: բարդ կաղապար, և նյութը ծալվում է մեռած եզրի մեջ: Բայց մենք չունենք կոմպոզիտային կռում, միայն 30° սուր անկյան կռում: Ավարտեք կոմպոզիտային ճկման միջուկի առաջին քայլը գոյություն ունեցող կաղապարով, իսկ երկրորդ քայլը կարող է գտնել միայն մեկ այլ մեթոդ: Երկրորդ քայլում վերին և ստորին կաղապարները երկուսն էլ հարթ են: Վերլուծությունից հետո գոյություն ունեցող կրկնակի v-ակոսով ստորին կաղապարի միջին մասը կարող է օգտագործվել որպես հարթ մաս, իսկ վերին կաղապարը հարթություն է փնտրում: Հանեք գոյություն ունեցող ջարդոնված վերին կաղապարը և դանակի ծայրը մանրացրեք հարթ ձևով՝ դրանով իսկ լուծելով մամլիչի մեռած եզրի ձևավորման խնդիրը:

Օգտագործելով այս ձևափոխված կաղապարների հավաքածուն, կարելի է նաև հարթեցնել: Իրական մշակման ժամանակ հաստոցների օպերատորները երբեմն սխալներ են թույլ տալիս, ներառյալ ծայրերը թեքելու կամ անհավասար չափերը: Այն դեպքում, երբ մասի մակերևութային պահանջները մեծ չեն, ափսոս է ջարդել մասը, միայն թե ծալվող եզրը հարթ թակել։ Նոկաուտը շատ աշխատատար է, բայց այն կարելի է հեշտությամբ հարթեցնել՝ օգտագործելով վերը նշված կաղապարի համադրությունը: Մասերը հեշտությամբ կարելի է ձեռքով սեղմել վերին և ստորին կաղապարներին, այնուհետև մասերը հարթեցնում են CNC ճկման մեքենան:
Գործողության ընթացքում հմտություններ
1) ճկման ձողերի և մշակման նյութերի տեղադրում
Պլանը կազմակերպելիս պետք է հաշվի առնել հետևյալ գործոնները.
ա. Միասին դասավորել նույն հաստության նյութերը;
բ. Միասին դասավորել նույն մոդելի կաղապարները;
գ. Նույն ձևի կաղապարները դասավորված են միասին։
Սա կարող է նվազեցնել կաղապարի փոխարինման ժամանակն ու հաճախականությունը:
2) նեղ և փոքր մասերի ուղղանկյուն դիրքավորում
Երբ ճկվող հատվածը նեղ է և երկար, այն հեշտ չէ գտնել: Մշակման ընթացքում հաճախ է պատահում, որ հետորոշման դիրքը, իսկ թեքված մասը հեշտ է թեքվել։ Հետևաբար, օգտագործելով Նկար 4-ում օգտագործված մեթոդը, կաղապարը սոսնձվում է ստորին կաղապարի վրա՝ ճիշտ անկյուն ապահովելու համար: Այսպես թեքվելիս մասը հեշտ չէ թեքվել։

3) Եռանկյուն մասերի կռում
Երբ ճկվող մասերը թեքված են, սուր անկյունային մասերը հեշտ չէ մոտ լինել հետևի կանոնին: Սովորաբար, երբ ամենափոքր չափը L ≤10 մմ է անմիջապես հետևի կողմում, պետք է հաշվի առնել դիրքավորման սարքը: Իրական աշխատանքում դիզայնը և գործընթացը հեշտ է անտեսվել, և նման խնդիրներ հաճախ են առաջանում: Մշակելիս, ըստ մասի չափի, որոշվում է, որ մեկ կտորը հավասարեցված է ճկվող մատրիցին, իսկ կրկնակի կտորը հավասարեցված է թիկունքին:
4) Ավելացնել բարակ ափսե R
Հաճախորդների տարբեր կարիքների պատճառով ճկվող եզրին անհրաժեշտ R արժեքը նույնպես տարբեր է: Մշակման գործընթացում, այն մասերի համար, որոնք չեն պահանջում մեծ չափերի ճշգրտություն, օգտագործեք երեսպատման ափսե R արժեքը բարձրացնելու համար, որպեսզի հնարավոր լինի ստանալ անհրաժեշտ R արժեքը ճկվելուց հետո: Դիզայնի պահանջների համաձայն՝ R-ն վերաբերում է V-ի և ներքին R-ի միջև փոխհարաբերություններին՝ ընտրելու ափսեի հաստությունը և ծալելու այն Նկար 5-ում ցուցադրված ձևի մեջ: Օգտագործելիս օգտագործեք սեղմակ՝ վերին կաղապարը սեղմելու համար: Այս մեթոդը հեշտ է օգտագործել և կարող է օգտագործվել մի քանի շերտերում:

5) Մեկ մասի և բազմակի կաղապարի կարգավորումներ
Zhongrui-ն որպես ցուցադրություն օգտագործել է DA66T CNC ճկման մեքենա 2 հիդրավլիկ բալոններով։ Փորձել ենք Նկար 6-ում ցուցադրված բազմաձև կաղապարը, այսինքն՝ նույն մոդելի վերին և ստորին կաղապարները տեղադրվում են միաժամանակ հատվածներով, ինչը կարող է ավարտին հասցնել ամբողջ մասի մի քանի թեքությունների մշակումը, նվազեցնելով կաղապարի տեղադրման ժամանակը: և մասերի կրկնակի բեռնաթափում: Ներկայումս շուկայում հայտնվել է նույն բարձրության կռացող վերին մատրիցը։ Վերին կաղապարի բարձրությունը միատարր է, և տարբեր ձևերի կաղապարներ կարող են օգտագործվել նաև նույն սեղանի վրա: Այս կերպ հնարավոր է լինում կատարել տարբեր կաղապարների հատվածային ծռում։

6) տիպային մասերի ծրագրային գրառումներ
Տիպիկ մասերը մշակելուց հետո մշակման պարամետրերը պետք է ժամանակին գրանցվեն, և ծրագիրը պետք է պահվի ճկման մեքենայի պահեստային տարածքում՝ մասի գծագրման համարով, որպեսզի այն հետագայում հնարավոր լինի նորից օգտագործել՝ մեծապես նվազեցնելով շարքը։ պատրաստուկներից մինչև ծալվելը. Կարող եք նաև պատրաստել աղյուսակ, որը պարունակում է մասի անվանման, գծագրի համարի, գրաֆիկայի, նյութի և ճկման պարամետրերի հատուկ կարգավորումները: Սեղանը բաժանված է պողպատե թիթեղների, ալյումինե թիթեղների և չժանգոտվող պողպատից թիթեղների: Յուրաքանչյուր տեսակ առանձնանում է նյութի հաստությամբ։ Տիպիկ մասեր գտնելու համար պահանջվող ժամանակը կկրճատվի: Եթե զուգակցվում է գործընթացի քարտի հետ, սա շատ ամբողջական մշակման հրահանգ է: Նույնիսկ քիչ փորձ ունեցող նոր աշխատակիցները կարող են հետևել մասերի մշակման հրահանգներին:
7) Կաղապարի երկարությունը բավարար չէ հատվածներով թեքվելու համար
Տեղում մշակման ժամանակ հաճախ է պատահում, որ կաղապարի երկարությունը փոքր է, քան ճկվող եզրը։ Քանի որ շատ հատուկ կաղապարներ որոշվում են ըստ ֆիքսված արտադրանքների օգտագործման, հատվածային ճկման մեթոդը կիրառվում է, երբ կաղապարի երկարությունը փոքր է ճկման եզրից: Այն վայրերում, որտեղ կաղապարի երկարությունը մոտ է ճկվող եզրին, պատռեք ծայրը ուղղահայաց ճկվող եզրին, այնուհետև ծալեք ճկվող եզրը անհրաժեշտ չափին բաժիններով: Նկար 7ա-ն ճկված մասի ձախ կեսն է, իսկ 7b-ը թեքված մասի աջ կեսն է:

8) Օգտագործելով գամասեղը հետևի չափիչի վրա դիրքի համար
Երբ թեքված մասի չափը մեծ է և տեղադրման համար օգտագործեք հետևի չափիչ, մասերը հաճախ սուզվում են սեփական քաշի պատճառով, ձեռքի հատվածը կարճ է, և օպերատորը հեշտ չէ պահել աշխատանքային մասը: Ապահովելու համար մասերի մակարդակը, հետևի կանոնում պետք է կազմակերպվի օպերատոր, որը ձեռքով պահում է մասերը հարթ վիճակում: Հետեւաբար, նման մասերը մշակելիս պետք է կազմակերպել 2 օպերատոր։ Աշխատանքում պարզվել է, որ հետևի չափաչափը կարելի է իջեցնել որոշակի չափի, իսկ հետևի չափիչի գամասեղները օգտագործվում են դիրքավորման համար, իսկ մասերը հորիզոնական դրվում են հետևի չափիչի վրա: Սա ոչ միայն նվազեցնում է օպերատորների թիվը, այլև արդյունավետորեն երաշխավորում է մշակման ճշգրտությունը:
9) Խորը փակ ձևի կռում
Փաստացի վերամշակման մեջ, խորը փակ ձևի կռում մշակումը կարող է ճկուն օգտագործվել: Փակ տիպի խորը ճկման միջուկի բացակայության դեպքում մասերը թեքելիս, ինչպես ցույց է տրված Նկար 7-ում, ընդունվում է Նկար 8-ում ցուցադրված սեղմման վիճակը: Առանձնացրեք անցումային տախտակը, հեռավորությունը մի փոքր ավելի մեծ է, քան մասի լայնությունը, և չափը հատկացված է ողջամտորեն, և երկու մասերը կարող են միաժամանակ թեքվել:

Վերոհիշյալ վերամշակման մեթոդներն ու տեխնիկան կարող են լուծել արտադրանքի մեծ թվով նմանատիպ մասերի մշակման խնդիրները և շատ հարմար են բազմաթիվ տեսակներով, փոքր խմբաքանակներով և կարճ արտադրական ցիկլերով արտադրանքի մշակման համար: Այս մեթոդների միջոցով ոչ միայն կարող է խնայվել գործիքավորման ծախսերը, այլև արտադրության և վերամշակման ցիկլը կարող է կրճատվել, արտադրության արժեքը կրճատվել և արտադրանքի որակը բարելավվել: Մշակման այս մեթոդները և օգտագործման հմտությունները կարող են կիրառվել և խթանվել նաև նմանատիպ կառուցվածք ունեցող CNC մամլիչ արգելակային ճկման մեքենաների վրա:
Առնչվող ապրանքներ
 Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը
Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը- WILA միջին և հաստ սալերի ճկման արդյունավետ լուծում
- Ինչպես ընտրել մամլիչ արգելակային ճկման մեքենայի համար հարմար դիզել
- Կռվող մեքենայի կաղապարի սովորական ճկման հաջորդականությունը և ամենօրյա օգտագործման ճշգրտումը
- Ինչու՞ փոխհատուցման համակարգ ավելացնել սեղմման արգելակային ճկման մեքենային
- CNC Press Brake ճկման մեքենայի աշխատանքային սկզբունքը և կազմը
- China Press Brake ճկման մեքենայի կաղապար
- Ինչպես հաշվարկել ճկման նպաստը ձեր սեղմման արգելակի համար
- Ինչ է Press Brake Crowning-ը
- 2021 Մետաղական արգելակային մեքենայի վերջնական ուղեցույց