CNC հիդրավլիկ մամլիչ արգելակման մեքենայի առավելությունը

1. Հեշտ շահագործում
CNC մամլիչ արգելակը շատ հեշտ է գործել և ավելի քիչ աշխատատար մեքենա է: Հետևաբար, օպերատորը կարող է միաժամանակ աշխատել բազմաթիվ մեքենաների հետ: Այս մեքենաները կարող են պարզապես շահագործվել օպերատորի հպման, զգալու և ձայնի միջոցով: Բացի այդ, նրանք շատ հարմար են օգտագործողի համար և ունեն բարձր հզոր վերահսկման համակարգ:
2. Ճկուն ծրագրավորում
CNC մամլիչ արգելակի ճկուն ծրագրավորումը օպերատորին հնարավորություն է տալիս կառավարել մեքենան պարզ անգլերենով կամ ցանկացած այլ հարմար լեզվով:

Տարբեր տեսակի գործողություններ, որոնք կարող են կատարվել, հասանելի են նաև որպես ընտրացանկի ընտրանքներ: Պահանջվող գործողությունը ընտրվելուց հետո էկրանին հայտնվում է հարցերի մեկ այլ ցանկ՝ կապված ցիկլի ժամանակների, նյութերի, ճնշումների և արտադրության գործընթացի հետ կապված այլ տարրերի հետ: Եվ այն բանից հետո, երբ օպերատորը մուտքագրում է պատասխանները մեքենա, արժեքները ցուցադրվում են էկրանին հաստատման համար՝ նախքան համապատասխան առաջադրանքը սկսելը:
3. Ժամանակակից դիզայն
CNC մամլիչ արգելակը ներառում է ժամանակակից դիզայն, որը թույլ է տալիս օպերատորին հեշտությամբ կազմակերպել թեքությունների հաջորդականությունը: Այն նաև օգնում է օպերատորին արագ արտադրել անհրաժեշտ արտադրանքը: Ավելին, օպերատորն այլևս չպետք է գնահատի ճնշման պահանջվող քանակությունը՝ որոշակի ճկման աստիճան ստեղծելու համար: Նույնիսկ այլ գործոններ, ինչպիսիք են եզրի երկարությունը, նյութի տեսակը, հաստության չափը և թեքման աստիճանը, կարող են ուղղակիորեն մուտքագրվել CNC կառավարման միավոր: Արտադրվող մասը կարող է դիտվել նաև 2D կամ 3D պատրաստի տարբերակով: Բացի այդ, այն բանից հետո, երբ առաջին մասը ծրագրավորվի մեքենայի վրա կամ օֆլայն ԱՀ-ի միջոցով, ավելի քիչ հմուտ օպերատորը կարող է հեշտությամբ արտադրել նաև հաջորդ մասերը:

4. Երկու կողմից «C» թիթեղների վրա տեղադրված են երկու գծային կշեռքներ։
Մենք այն ամրացնում ենք աշխատասեղանի վրա՝ աշխատանքի ընթացքում շեղման իոնի ազդեցությունը վերացնելու համար: Գծային սանդղակը կստուգի ram-ի երկու վերջնական դիրքերը (Y1, Y2) և կուղարկի ազդանշան: CNC ուժեղացուցիչով ուժեղացնելուց հետո ազդանշանը կվերադարձվի համակարգչին: Այնուհետև համակարգիչը կվերահսկի յուղի ծավալը, որը պատրաստվում է մտնել բալոններ։ Այսպիսով, խոյի և աշխատասեղանի զուգահեռությունը կարելի է վերահսկել ±0,01 մմ-ի տակ:
5. Բազմակողմանիություն. Թեքեք ցանկացած հաստության և նյութի տեսակի (արգելակների ֆիզիկական սահմաններում), ներառյալ բարդ մասերը, ինչպիսիք են էլեկտրոնային շասսին/փակագծերը:
6. DELEM համակարգն ունի ավտոմատ թեստավորման և ինքնաախտորոշման գործառույթներ։ Նաև ծրագրավորումը ներառում է ծալվող ափսեի չափերը, աշխատանքային մասի չափերը և գործիքների ընտրությունը: Այնուհետև CNC համակարգը կարող էր ավտոմատ կերպով հաշվարկել ճկման ուժը և դիրքը հետևի չափիչի և խոյի: Կարելի է նաև հաշվարկել խոյի ներթափանցման և սեղմման ժամանակի ռելեը: Գերազանց որակի էլեկտրա-հիդրավլիկ համամասնական փականը կարող է ապահովել երկու բալոնների համաժամացումը, ինչպես նաև էքսցենտրիկ բեռը հաղթահարելու լավ կարողություն:

7. Հետևի չափիչն ընդունում է պտտվող գնդիկավոր պտուտակն ու պտտվող ուղեցույցը, այնպես որ X առանցքի կրկնվող դիրքավորման ճշգրտությունը կարող է հասնել ±0.1 մմ: Ամբողջական մեքենան ապահովված է անվտանգության պահակով և խցիկով՝ օպերատորին վնասվածքներից պաշտպանելու համար:
8. Հիմնական լոգարիթմական մասերը, ինչպիսիք են բալոնները, մխոցաձողը, ուղեցույցը, բոլորն էլ հագնում են դիմադրողականությամբ:
9. CNC համակարգը կվերահսկի CNC հիդրավլիկ մամլիչ արգելակային մեքենայի խոյը և հետևի չափիչը՝ բոլորը լավ ճշգրտությամբ:
CNC Hydraulic Press Brake մեքենայի թերությունը
1. Նյութերի բեռնաթափում. մեծ թերթիկների հետ աշխատելու դժվարություն
2. Գործիքավորում. անհրաժեշտ է ներքևի և վերևի գործիքավորում
3. Կցաշուրթի երկարությունը պետք է տարածվի ձողի վրա ամբողջ ճկման գործողության ընթացքում՝ սահմանափակելով եզրի չափը
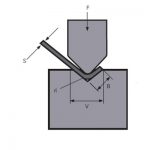
4. Գարնանային ետ. ճկման վերջում զսպանակային ետն առաջանում է առաձգական դեֆորմացիայի վերականգնման պատճառով, ինչպես ցույց է տրված Նկար 1-ում: Վերադարձի երևույթն ուղղակիորեն ազդում է մշակման մասի չափերի ճշգրտության վրա և պետք է վերահսկվի: Այս առումով ձեռնարկված գործընթացի միջոցառումներն են. ① Անկյունների փոխհատուցման մեթոդ. Եթե workpiece կռում անկյունը 90 °, կռում մեքենա տակ բնիկ (V-ձեւավորված) բացման տեսանկյունից կարող է ընտրվել 78 °.

Նկար 1
Ճնշման ժամանակը ավելանում է ուղղման մեթոդով: Կատարեք ճնշման շտկում ճկման վերջում, որպեսզի երկարացնեք ճկման մեքենայի վերին ձողի, մշակման մասի և ստորին ակոսի շփման ժամանակը, որպեսզի բարձրացնեք պլաստիկ դեֆորմացիայի աստիճանը ստորին ակոսի ֆիլեում, որպեսզի մանրաթելերի ետադարձի միտումը լինի: լարվածության և սեղմման գոտում հակադրվում է միմյանց՝ դրանով իսկ նվազեցնելով հետադարձ ռումբը։
Առնչվող ապրանքներ
 CNC Press Brake ճկման մեքենայի աշխատանքային սկզբունքը և կազմը
CNC Press Brake ճկման մեքենայի աշխատանքային սկզբունքը և կազմը- WILA միջին և հաստ սալերի ճկման արդյունավետ լուծում
- Ինչպես ընտրել հիդրավլիկ մամլիչ արգելակային մեքենայի տոննաժը
- Չինաստանի 10 լավագույն մամուլ արտադրողները
- Ինչպես ընտրել հարմար CNC հիդրավլիկ սեղմիչ արգելակային մեքենա
- 4 քայլ՝ իմանալու համար E21 CNC թիթեղների մետաղական ճկման համակարգը
- Ինչ է Press Brake Crowning-ը
- Ինչպես գործարկել գիլյոտինի կտրող մեքենան
- Hydraulic Power Press Machine-ի սպասարկում
- Հիդրավլիկ մամլիչ մեքենայի անվտանգ շահագործման կանոններ