Համառոտ ներկայացրեք չժանգոտվող պողպատից լվացարանի արտադրության գործընթացը: Չժանգոտվող պողպատից լվացարանների արտադրությունը հիմնականում ներառում է հումքի ընտրություն, արտադրական գործընթացներ, մակերևույթի մշակում և այլն: Ընդհանուր առմամբ, այս երեք քայլերն են պահանջվում, որոնցից ամենակարևորը հումքի ընտրությունն է և արտադրության և մշակման գործընթացները:
Հումքի ընտրություն
Ներկայումս չժանգոտվող պողպատից պատրաստված նյութերը, որոնք սովորաբար օգտագործվում են ներքին չժանգոտվող պողպատից լվացարաններ արտադրողների կողմից, 0,8-1,0 մմ հաստությամբ չժանգոտվող պողպատից սալիկներ են, որոնք առավել հարմար են լվացարանների արտադրության համար: Եթե ափսեը չափազանց բարակ է, դա կազդի լվացարանի ծառայության ժամկետի և ամրության վրա: Եթե ափսեը չափազանց հաստ է, հեշտ է վնասել լվացված սպասքը։

Արտադրության գործընթաց
Չժանգոտվող պողպատից լվացարանների մաքրման երկու հիմնական գործընթաց կա՝ եռակցում և միանվագ ձևավորում:
1. Եռակցման մեթոդ
Եռակցման մեթոդն այն է, որ ակոսի մակերեսը և ակոսի մարմինը առանձին հարվածելն է, այնուհետև եռակցման միջոցով միացնել երկուսը և լցնել և փայլեցնել եռակցման մակերեսը: Ընդհանրապես, առջևի տեսքի վրա եռակցման հետք չկա: Արտադրության և մշակման այս մեթոդը գործընթացում պարզ է և կարելի է ձեռք բերել փոքր դակիչ մամլիչ սարքավորումների և պարզ կաղապարների միջոցով: Ընդհանուր առմամբ, օգտագործվում են 0,5-0,7 մմ չժանգոտվող պողպատից թիթեղներ: Մշակման այս մեթոդը արտադրական գործընթացում ավելի քիչ կորուստ է ունենում, և ինքնարժեքը համեմատաբար ցածր է: Հետեւաբար, այս մեթոդով արտադրված չժանգոտվող պողպատից լվացարանի գինը համեմատաբար ցածր է: Այժմ, քանի դեռ դա սովորական արտադրողի արտադրանք է, եռակցման գործընթացը եռակցվում է թվային կառավարման ալիքի դիմադրության եռակցման միջոցով, և որակը փոխանցվում է: Երկու ճանապարհ կա.
1) Առաջինը ավազանի և վահանակի շրջապատող եռակցումն է, որը նաև կոչվում է կարի զոդում (ներքևի զոդում):
Դրա առավելությունը գեղեցիկ տեսքն է։ Խիստ բուժումից հետո հեշտ չէ զոդում գտնել, իսկ լվացարանի մակերեսը հարթ է և հարթ: Թերությունն այն է, որ որոշ սպառողներ կասկածում են դրա ամրությանը: Իրականում, ընթացիկ եռակցման տեխնոլոգիան հիմնականում ներառում է ենթաղեղային եռակցում և ամենաառաջադեմ թվային հսկողության դիմադրության զոդում, և որակն անցել է: Եռակցման այս մեթոդի թերությունն այն է, որ այն չափազանց շատ նյութ է սպառում և ստիպված է դակել երկու պողպատե թիթեղներ:
2) Մյուսը երկու միայնակ ավազանների հետույքային եռակցումն է մեկի մեջ, որը նաև կոչվում է հետնամասային զոդում:
Առավելությունն այն է, որ ավազանը և պանելն ամբողջությամբ ձգվում և ձևավորվում են, ինչը ամուր է և դիմացկուն։ Թերությունն այն է, որ եռակցման հետքերը հեշտ են երևում, իսկ հարթությունը մի փոքր ավելի վատ է: Իրականում, այսպես կոչված, միաստիճան երկբաք լվացարանները չեն դրոշմված մեկ կտորից, այլ հարմարեցված են երկու առանձին ավազաններով: Երբ այն գնում եք, կարող եք ուշադրություն դարձնել, որ զոդման հանգույցը գտնվում է երկու լվացարանների մեջտեղում, որը երևում է հակառակ կողմից: Մեկ ափսեը ծակված է երկու լվացարանի մեջ: Աշխարհում նման տեխնոլոգիա չկա։ Եռակցված կաթսայի համար ամենադժվարը կաթսայի հարթ մակերես ապահովելն է։ Եթե դա կարելի է երաշխավորել, ապա դա իսկապես լավագույն միջոցն է։ Քանի որ այն օգտագործում է նույն նյութը, ինչ ընդհանուր ձգումը, այն կարող է լուծել նաև կապակցված ձգվող ձգման խնդիրը:
Լվացարանի եռակցման որակը ամենակարևոր գործոնն է, որն ազդում է լվացարանի կյանքի վրա: Լավ եռակցումը կարող է կանխել ժանգը և զոդումից: Եռակցումը պետք է լինի հարթ, հարթ, ամուր, զերծ կեղծ եռակցումից, ժանգոտման բծերից և փորվածքներից: Բոլոր կրկնակի ավազանները, որոնց խորությունը գերազանցում է 18 սմ-ը, եռակցված են: Քանի որ կրկնակի ավազանի բաքը միաժամանակ ձգվում է ավելի քան 18 սմ (բաքի խորությունը, ոչ թե տանկի ընդհանուր բարձրությունը և բաքի կողքը)), դա մշակման տեխնոլոգիայի սահմանային խորությունն է:
2. Միանգամյա ձևավորման ինտեգրալ ձգման մեթոդ (հիմնականում օգտագործվում է մեկ ակոսի համար)
Չժանգոտվող պողպատից լվացարանների մշակման այս մեթոդը պատրաստված է նյութի մի ամբողջ թերթիկից, որը պահանջում է համեմատաբար բարձր մշակման սարքավորումներ և կաղապարներ: Քանի որ մեկանգամյա ձևավորումը պահանջում է թերթի բարձր որակ և ճկունություն, այն սովորաբար ծակվում է 0,8-1 մմ հաստությամբ չժանգոտվող պողպատից թերթիկով: Օգտագործեք ամբողջական կաղապարներ և ներմուծված դակիչ մամլիչ սարքավորումներ: Միանգամյա կաղապարման մեթոդի արտադրության մեջ թերթի եզրի մեծ կտրման կորստի և կաղապարների և սարքավորումների մեջ մեծ ներդրումների պատճառով արժեքը բարձր է: Հետեւաբար, այս մեթոդով արտադրված չժանգոտվող պողպատից լվացարանն ավելի թանկ է։
Միանգամյա կաղապարման արտադրության գործընթացը շատ տարածված է, և դրա արտադրության գործընթացը դժվար է: Այս տեսակի արտադրության տեխնոլոգիան շատ պահանջկոտ է, և մի կտոր ձևավորման գործընթացը հատկապես կարևոր գործընթաց է, որը պահանջում է բարձր պողպատե թիթեղների նյութ: Այն լուծեց ավազանի մարմնի եռակցման հետևանքով առաջացած արտահոսքի խնդիրը, որ եռակցումը չի կարող դիմակայել տարբեր քիմիական հեղուկների կոռոզիային (օրինակ՝ լվացող միջոց, չժանգոտվող պողպատից մաքրող միջոց և այլն): Բայց ափսեը լվացարանի մեջ լցնելու մեջ կան բազմաթիվ թերություններ, ինչպիսիք են.
1) Ձևավորված լվացարանի ընդհանուր հաստությունը անհավասար է, համեմատաբար բարակ, հիմնականում մոտ 0,7 մմ: Այս տեխնոլոգիան ներկայումս հաղթահարված չէ, լվացարանի հատակը չափազանց բարակ է, իսկ ավազանի ավելի լավ հաստությունը պետք է լինի 0,8-1,0 մմ:
2) Լվացարանը չի կարող շատ խորը լինել: Քանի որ այն շատ խորն է, լվացարանի պատը կլինի չափազանց բարակ և կոտրված, և շատ ծանծաղ ջուրը հեշտությամբ դուրս կթափվի, ինչը դժվար է օգտագործել:
3) Ձգվող ջրի տանկերը սովորաբար պահանջում են բարձր ջերմաստիճանի եռացում, սովորաբար 1200 աստիճանից բարձր ջերմաստիճանում: Նման բուժումից հետո ջրի բաքի կոշտությունը բնականաբար թուլանում է, և ջրի բաքի կարծրությունը միանշանակորեն վտանգված է:
4) Եզրերի մշակման առումով ընդհանուր ձգված ավազանը ընդհանուր առմամբ միաշերտ ֆլանգավորում է: Մի կողմից շատ հնարավոր է կտրել մոնտաժող աշխատողի ձեռքերը։ Ամենակարևորն այն է, որ չկա «ամրացնող կող», և քաշը բավարար չէ։ Միեւնույն ժամանակ, դժվար է հասնել ջրի կնքման ազդեցությանը:
5) Ընդհանուր ձգվող վահանակը դժվար է հարթ լինել:
6) արժեքը չափազանց բարձր է: Նյութերի և գործընթացների նկատմամբ չափազանց բարձր պահանջների պատճառով մեկ ավազանի արժեքը գործնականում ավելանում է:
Միանգամյա ձևավորվող լվացարանի առավելությունն այն է, որ նյութը ավելի լավն է, քան եռակցված ավազանը, գործընթացը բարդ է, և մշակումը դժվար է: Լվացարանի եռակցման գործընթացը պարզ է, և թիթեղը միանգամից լավ չի ձևավորվում, բայց հարաբերական գինը մի փոքր ավելի էժան է, իսկ ստորին ափսեի հաստությունը նույնպես ավելի հաստ է, քան մեկանգամյա ձևավորմանը: Պարզ ասած, եռակցված լվացարանի և մեկ կտոր լվացարանի միջև օգտագործման տարբերություն չկա: Այնուամենայնիվ, գործընթացի պատճառով ինտեգրված չժանգոտվող պողպատից լվացարանը չի կարող շատ խորը լինել, և ջրի շաղ տալու խնդիր կա: Ինտեգրված լվացարանի ամենաակնառու առավելությունն այն է, որ այն խնդիրներ չի ունենա արտահոսքի պատճառով, քանի որ ավազանի եռակցման բացը կոռոզիայից չի ենթարկվում մի շարք քիմիական հեղուկների (օրինակ՝ լվացող միջոցներ, չժանգոտվող պողպատից մաքրող միջոցներ և այլն): Բայց այս առավելությունն այլևս չունի առավելություններ երկար երաշխիքային ժամկետի պատճառով:
Մակերեւութային բուժում
Ներկայումս գոյություն ունի չժանգոտվող պողպատից լվացարանների մակերևութային մշակման գործընթացների չորս տեսակ՝ մեկը ցրտահարված է (խոզանակով), մյուսը՝ ավազապատում (անփայլ մարգարիտ արծաթագույն մակերես), երրորդը՝ փայլեցում (հայելի), իսկ չորրորդը՝ դաջվածք:
1. Frosting (լարային գծագրություն)
Ներկայումս չժանգոտվող պողպատի լվացարանների մշակման արդյունաբերության մեջ մակերեսային մշակման ամենալայն կիրառական պրոցեսը ցրտահարությունն է (լարային գծագրում): Որոշ արտադրողներ սառեցման գործընթացը բավականին պարզ են անում, և արժեքը նույնպես ցածր է: Պարզապես օգտագործեք հղկող անիվը փայլեցնելու համար: Նման հաճախորդները նյութի մակերեսին շատ բարձր պահանջներ չունեն: Մակերեւույթի փոքր թերությունը վերացվում է այն մի քանի անգամ փայլեցնելուց հետո։
Ներկայումս Wuxi-ում և Zhejiang-ում չժանգոտվող պողպատի բաշխման որոշ ստորաբաժանումներ ներդրել են ամբողջ գլանափաթեթային յուղի հղկման սարքավորում, որը բարձրացնում է չժանգոտվող պողպատի լվացարանների մշակման ձեռնարկությունների շեմը: Պետք է ավելի շատ ուշադրություն դարձնել արտադրանքի մակերեսի որակին: Իհարկե, ամբողջ գլանափաթեթի յուղամշակումը նաև նյութի մակերևույթի որակի փորձարկում է, ներառյալ հաճախորդի պահանջած մակերեսի մշակման ոճը, հյուսվածքի ուղղությունը և այլն: Այս մշակման ժամանակ հեշտ երևացող թերությունները: գործընթացն են գունային տարբերության գոտին, թրթռման օրինաչափությունը, և մշակման ընթացքում գոտու անջատման կամ փոփոխության հետևանքով առաջացած նախշի ներթափանցումն ու խորությունը:
2. Ավազահանում (փայլ մարգարիտ արծաթյա մակերես)
Ավազաթափումից հետո չժանգոտվող պողպատից լվացարանի ազդեցությունը մարգարտյա փայլատ է: Դրա առավելությունն այն է, որ այն չի կպչում յուղին, և այն շատ գեղեցիկ է։ Մակերեւութային մշակման այս գործընթացը շատ տարածված և նորաձև է Եվրոպայում: Որոշ կենցաղային տեխնիկայի մակերևութային մշակման ժամանակ գրեթե բոլոր արտահանող արտադրողները ընդունում են մշակման այս ոճը: Ավազաբլաստը հիմնականում օգտագործում է կրակահերթ պայթեցնող ապակե ուլունքներ, այնուհետև մակերեսի քիմիական մշակում:
3. Փայլեցում (հայելի)
Փայլեցումը (հայելին) վաղ օրերին լայնորեն կիրառվող մակերեսային մշակման ոճ է: Այնուամենայնիվ, անկախ նրանից, թե սկզբում այն հիմնված էր ձեռքով փայլեցման վրա, թե հետագայում մեխանիկական փայլեցման վրա, դա հարթ և արտացոլող մակերեսի ձգտումն էր: Որքան հարթ է մակերեսը, այնքան բարձր է արտացոլման աստիճանը։ Փայլեցումը մեծ պահանջներ ունի հենց նյութի վրա, և մակերեսի որակը դժվար է վերահսկել մշակման ընթացքում, ինչպես նաև ամենահեշտը քերծվում է: Եվ երկար ժամանակ անց հայելային էֆեկտը վերացել է։
4. Դաջվածք
Դաջված ոճը պատրաստված է դաջված նյութից։ Տնային պողպատի գործարաններում այս նյութի պաշար չկա, և այս նյութի արտադրության տեխնոլոգիան հասանելի չէ ամբողջովին պողպատե գործարաններին, ուստի դրա արժեքը համեմատաբար բարձր է: Դաջված նյութը շատ մաշվածության դիմացկուն է: Անձամբ ես կարծում եմ, որ եթե այս նյութի հանրաճանաչությունը կարող է նույնքան տարածված լինել, որքան այլ մակերեսային մշակված նյութերը, ապա այն նույնպես կճանաչվի շուկայի կողմից:

Չժանգոտվող պողպատից լվացարանի հատուկ ձևավորման գործընթացը
1. Ձգվող ձևավորում
1) Մեքենա. սովորաբար օգտագործեք ավելի մեծ տոննաժային հիդրավլիկ մամլիչ (200T) կամ ավելի՝ ափսեը ձգելու համար:
2) Կաղապար: Անկյունը չպետք է չափազանց ուղիղ լինի, ընդհանուր առմամբ անմիջապես φ10-ից բարձր, կառուցվածքը պետք է լինի ողջամիտ:
3) Նյութ. Ընդհանրապես, ափսեի հաստությունը պահանջվում է 0.8-1.0 մմ սահմաններում: Եթե այն գերազանցի այս միջակայքը, ապա նույնիսկ 500T հիդրավլիկ մամլիչը թույլ կլինի:
4) Ջերմային բուժում. ընդհանուր ձգված ջրի բաքը, ընդհանուր առմամբ, կարիք ունի բարձր ջերմաստիճանի հալման բուժման, սովորաբար 1200 աստիճանից բարձր ջերմաստիճանում, ձգվելուց հետո ներքին սթրեսը վերացնելու համար:
5) Մակերեւութային մշակում` մետաղալարերի գծում, փայլեցում, փայլեցում (ընդհանուր առմամբ հարթ):
6) Ընթացքը. գծագրման յուղը ձուլակտորին ավելացնելուց հետո ափսեը կարող է սահուն ձգվել, ձևավորվելուց հետո եռացնելով և մակերեսային մշակմամբ:
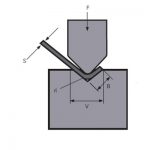
2. Ձեռքի ձուլում
1) Մեքենա. սովորաբար օգտագործեք մամլիչ արգելակի ճկման մեքենա, հիդրավլիկ մամուլ ձևավորման համար և արգոնային աղեղային եռակցման մեքենա եռակցման համար:
2) հարմարանքներ՝ ճկման հարմարանքներ, հիդրավլիկ մամլիչ կաղապարներ.
3) Նյութ. Քանի որ գործընթացը ընդունում է կռում, ափսեի հաստությունը սահմանափակված չէ, և ողջամիտ հաստությունը սովորաբար ընդունվում է ըստ տնտեսության:
4) Եռակցում. Ըստ նյութի հաստության՝ կարելի է ընտրել եռակցման տարբեր հոսանքներ, օրինակ՝ 220A-ից ցածր եռակցման հոսանքը օգտագործվում է 1,2 մմ-ի համար։
5) Մակերեւութային մշակում` մետաղալարերի գծում, փայլեցում, փայլեցում (ընդհանուր առմամբ հարթ):
6) Գործընթացը. Ընդհանրապես, սկզբում թերթիկը թեքվում և ձևավորվում է, այնուհետև կողային կարերը եռակցվում են օրիգամիի տուփի նման, և վերջապես կատարվում է մակերեսային մշակում:
Առնչվող ապրանքներ
 Միացե՛ք մեզ ՄԵԾ ԲԻԶՆԵՍ անելու համար:
Միացե՛ք մեզ ՄԵԾ ԲԻԶՆԵՍ անելու համար:- Ինչպես գործարկել գիլյոտինի կտրող մեքենան
- WILA միջին և հաստ սալերի ճկման արդյունավետ լուծում
- Ինչպես ընտրել մամլիչ արգելակային ճկման մեքենայի համար հարմար դիզել
- Ինչի՞ց են պատրաստված Press Brake Dies-ը: Ի՞նչ է սեղմման արգելակային գործիքավորումը:
- Կռվող մեքենայի կաղապարի սովորական ճկման հաջորդականությունը և ամենօրյա օգտագործման ճշգրտումը
- Կանտոնի տոնավաճառ
- QC11Y 12x6000 մմ Հիդրավլիկ գիլյոտինի կտրվածք առաքվել է Արգենտինա
- Գիլյոտինի կտրող մեքենաների լավագույն 10 արտադրողները
- 1000W 1500W 2000W Ձեռքի լազերային եռակցման օպտիկամանրաթելային լազերային եռակցման մեքենա չժանգոտվող պողպատից մետաղական թերթիկի համար